

--------------or--------------

|
Introduction In the era of digitalization, data is the backbone of manufacturing. A massive volume of data is generated in manufacturing operations, such as production lines, ERP systems, sensors, etc. As manufacturers transition to digitalization, real-time data generation has a growing impact on production processes. However, the actual value of this data depends on how well it is organized, analyzed, and utilized. Today, manufacturers are aggressively adopting next-gen technologies and connected systems to tap new market opportunities. Product Information Management (PIM) has become a critical enabler for manufacturers navigating the complexities of data management, especially product master data. A PIM platform delivers the capability to consolidate, enrich, and syndicate accurate and trusted product information across multiple touchpoints, building a foundation for operational efficiency, innovation, and growth. For IT leaders—CIOs, CTOs, CMOs, and CSOs—Product Information Management (PIM) has emerged as a key solution to address rising product information challenges. Integrating PIM with emerging technologies like ERP systems, AI analytics, IoT sensors, 3D printing, digital twins, and more opens up new possibilities. |
|
Key Trends Shaping Modern Manufacturing
Industry 4.0 is transforming manufacturers practices for smarter production. It helps manufacturers collaborate in their ecosystems to generate diverse value chains. It is based on advanced technologies such as IoT, AI/ML, analytics, cloud computing, and cybersecurity. When these technologies are integrated, they provide tremendous capabilities to transform production to meet changing market dynamics.
Manufacturers focus on agile production and flexible processes to improve production lines, increase precision, and reduce defects. Robotics and AI-based automation help optimize production processes, identify anomalies, refine quality control, and improve predictive maintenance. Automated or AI-assisted capabilities minimize manual data management efforts and quickly resolve data fragmentation. It also enables augmented product cataloging to help automate metadata management.
Sustainability is a core agenda for every manufacturer to embrace eco-friendly practices and meet regulatory requirements and global compliances. The global sustainable manufacturing market size was valued at USD 215.4 billion in 2024 and is estimated to reach USD 367.2 billion by 2029, growing at a CAGR of 11.3% during the forecast period from 2024 to 2029. An effective sustainability plan is anchored in detailed, accurate information about carbon emissions and the broader environmental impacts of a company’s operations.
Digital twins provide manufacturers with a digital representation of physical objects. The concept of digital twin is applied across different manufacturing stages, guiding products from design to finished product with real-time insights and predictive capabilities. According to the Gartner strategic planning assumption, by 2027, over 40% of large organizations worldwide will use a combination of Web3, spatial computing, and digital twins in metaverse-based projects aimed at increasing revenue. The role of PIM becomes crucial to navigating the journey towards the above-mentioned trends, especially in consolidating and managing siloed product content and digital assets from diverse resources. |
|
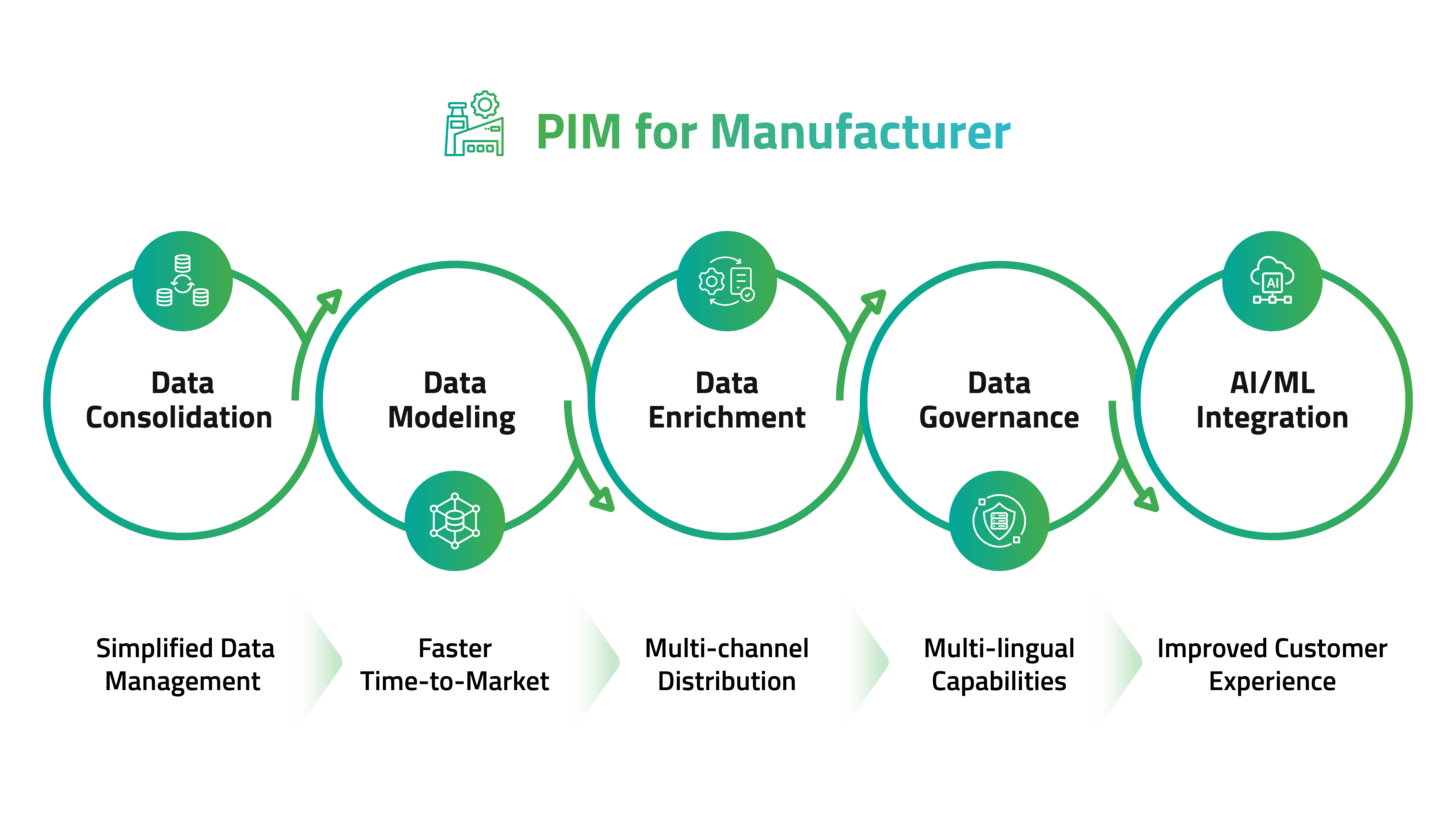
How PIM Contributes to the Manufacturing OperationsHow PIM Contributes to the Manufacturing Excellence It’s hard for manufacturers to maintain and track a trusted version of product data without a PIM strategy. A Product Information Management strategy can directly and indirectly impact customer experience management, manufacturing operations, and new value creation. Here is how:
A PIM system provides a centralized, structured repository of high-quality product data. AI can use this trusted and real-time product data to deliver actionable insights on consumer behavior, product performance, and market trends. It also helps automate data enrichment, such as creating product descriptions, categorizing, or identifying product information gaps. Use Case: A PIM system ensures accurate, consistent, and enriched product data that helps deliver AI-powered personalized recommendations for buyers across multiple touch points.
Industry 4.0 emphasizes connectivity between machines, devices, and systems (IoT, ERP, CRM, etc.). PIM can act as a product data hub, providing accurate, real-time product data to other connected systems, such as IoT-enabled production lines or digital twins. Use Case: Real-time product data can be used to adjust production processes dynamically in case a new product specification needs to be accommodated.
Accurate historical and real-time product data is the foundation of AI-powered predictive models in manufacturing. A PIM system ensures a trusted data version that can be fed to prescriptive analytics. As a result, timely suggestions like optimizing production schedules, reducing waste, or improving product configurations can be provided to the concerned teams and departments. Use Case: Predictive maintenance systems can use product component data from a PIM system to identify failures and recommend repairs.
Buyers require personalized experiences wherever they buy any product. Accurate product information helps create personalized customer experiences, such as recommending products based on purchase history, preferences, or location. AI and PIM integration automates the syndication of channel-specific product data across diverse buying-side platforms. Moreover, marketing teams can leverage the combined capabilities of AI and PIM for personalized marketing campaigns. Use Case: Improve personalized recommendations based on customer preferences and purchase history at the right time and on the right platform.
Supply chain transparency plays an important role in demand forecasting and production accuracy for manufacturers. Supply chain visibility depends on real-time, accurate data exchange. Manufacturers can leverage a PIM system for demand forecasting, inventory optimization, and supplier collaboration. Use Case: A PIM integrated with IoT devices ensures that logistics and inventory systems always have the latest product dimensions, weights, and handling instructions.
Without accurate data sourced from the digital twins, the resulting outcome may not be a useful model or simulation of the physical object. A PIM system facilitates supplying enriched product data required to create accurate digital twins and virtual representations of physical products or processes. The benefits for manufacturers may be related to asset optimization, system modeling, life cycle management, or simulation. Use Case: Leverage a PIM system to provide detailed specifications and metadata for digital twins in a smart factory.
Every manufacturer promotes sustainability and PIM helps manufacturers manage, monitor, and track important information about products, such as recyclability, carbon footprint, and lifecycle assessments. Use Case: AI-driven sustainability dashboards use PIM data to track and report on product eco-friendliness.
In Industry 4.0, adaptive manufacturing relies on real-time adjustments to production based on customer needs. PIM supports adaptive manufacturing by delivering accurate and updated product configurations. PIM can be integrated with AI to manage production processes for custom orders. Use Case: PIM is helpful in custom-configured products to feed AI-driven production line adjustments. |
|
How Happiest Minds Can Help You in Manufacturing? Happiest Minds Technologies combines expertise in digital transformation and PIM implementation to empower manufacturers. By leveraging cutting-edge PIM capabilities, manufacturers can:
Happiest Minds is a Pimcore Strategic Partner with over 10 years of experience. We have successfully delivered hundreds of Pimcore implementations for global organizations. What steps is your organization taking to fully leverage the power of PIM in shaping your digital transformation journey? |
--------------or--------------
